Details Hotline:+86 18568981096+86-0379-69581002


On September 3, 2019,Visit of American expertsLuoyang shunxiang machinery co. LTDVisit, investigate and guide!Under the leadership of shunxiang in luoyang,American experts visited the machining workshop, the casting workshop and the mold workshop.Inquire about the equipment, technology and talents of our factory.Prepare for further instruction in factory.American experts communicate with the leaders of our factory about the experience and technology of American factory production process.Luoyang shunxiang machinery co. LTDV casting production line with ten thousand tons capacityAnd thousand tons of resin sand, coated sand production line casting,Heat treatment, machining and welding center.The company keeps learning advanced management methods.6S site management has been introduced successively.Organizational learning amoeba business model,Improve the management team management level. American experts to visit and guide the work,For the future development of luoyang shunxiang,To improve the company's product quality, technical level, etcHave very important meaning and value!
+MORE03 2019-09
China's top 50 coal enterprises and coal output in 2019 were released by the China national coal industry association on Aug. 6, 2019.Among the top 50 coal companies,National energy investment group,Shandong energy group,Shaanxi coal chemical groupThey are in the top three.Of the top 50 coal producers,National energy investment group,China media energy group,Yankuang group co. LTDThey are in the top three.
+MORE20 2019-08

On the morning of August 2nd, the factory appraisal and press conference of 8.8 meters super-large intelligent coal mining machine jointly developed by xi 'an reloading xi 'an coal mining machinery co., LTD. And shindong coal mining group co., LTD., a national energy group, was held in xi coal mining company. At the meeting, the expert review committee organized by the China coal industry association heard the technical report of the project team and reviewed the relevant technical documents. After questioning, defense and discussion by the experts at the meeting, it was unanimously agreed that the world's first 8.8-meter super-large intelligent mining machine independently developed by west coal mining machinery co., ltd. is the first in China and can meet the mining demand of 8.8-meter large mining height working face, and agreed to conduct underground industrial test through factory evaluation. Expert assessment committee read out the independent research and development of the world's first 8.8 meters large mining height are broken intelligent coal winning machine factory review opinions: the project in view of the large mining height are broken coal winning machine's reliability and intelligent key technology were studied, such as independent research and development the world's first 8.8 meters large mining height are broken intelligent coal winning machine, installed power of 3030 kw, high memory cutting, automatic adjustment, three-dimensional positioning, navigation, remote monitoring, and other functions, improve the intelligent level of the coal winning machine. The successful development of the world's first independent research and development of 8.8m super-large intelligent coal mining machine is a major breakthrough in the technical innovation of coal mining machine of west coal mining company, which has important guiding significance and experience support for the domestic mining equipment industry. This technical innovation has broken through the technical difficulties in the development of domestic super-large and high-height coal shearer, and realized the high-yielding and high-efficiency mining of extra-thick coal seam, which has an important role in promoting the core competitiveness of China's coal equipment manufacturing. Vice President of China coal industry association stressed that the core of development in the new era is high-quality development. Facing a new round of * * *, the industrial revolution of science and technology and the informationization, digital development tide and the future development trend of intelligent, he asked the coal science and technology staff, should be based on the change trend of world science and technology * * *, profound understanding of "development is the priority, and * * * is * * * resources, innovation is * * * power" of the scientific connotation and "with the development of science and technology initiative firmly into his own hands" of great significance, is focused on the coal mine intelligent key problem, speed up the construction of coal mine intelligent technology system, lacking high precision sensors, quick short board, such as communication, basic software gate-crashers celebrated the mine intelligent "no man's land", keep the concentration, We will take the initiative, focus on safe, green and intelligent coal mining and clean, efficient and low-carbon utilization, strengthen basic theoretical research, and tackle key technologies. We will present our outstanding achievements in scientific and technological innovation to the 70th anniversary of the founding of the People's Republic of China.
+MORE10 2019-08

The state administration of coal mine safety announced four major coal mine accidents Thursday,according to the official website of the state administration of coal mine safety. Coal mine safety supervision and administration departments,coal industry administration departments and coal mine safety supervision bureaus at the provincial level in all coal-producing provinces,autonomous regions and municipalities directly under the central government,xinjiang production and construction corps: Recently,four major coal mine accidents occurred in sichuan,guizhou,hebei and other places in succession,killing 21 people in total,with severe impact and profound lessons,and the situation of coal mine safety production is grim.In order to draw a profound lesson from the accident,curb the frequent occurrence of coal mine accidents,and earnestly strengthen the work of coal mine safety,the relevant information is hereby notified as follows: I.basic information of four major accidents (I)the July 28 gas explosion accident of houxin coal industry co.,LTD.,wangcang county,guangyuan city,sichuan province. On July 28,2019,a gas explosion occurred in houxin coal industry co.,ltd.in wangcang county,guangyuan city,sichuan province,killing three people and injuring two others.The mine is a private enterprise with an approved production capacity of 90,000 tons per year and is a low-gas mine. Preliminary analysis shows that the main ventilation system of this mine is not free due to roadway collapse and local ventilation fans are used for ventilation in roadway type coal mining face,which leads to gas accumulation in operation without wind breeze.Operators illegally use naked blasting method to deal with large coal Ganges,and the explosion spark triggers gas accumulation in the upper part of no.2 vertical hole.The main problems exposed by the accident are:first,the mine on June 12,due to the existence of safety exit collapse on the work surface,return wind alley many disrepair and other hidden dangers,was ordered by sichuan coal mine safety supervision bureau north sichuan supervision branch to stop production,the relevant certificates were temporarily withheld,but the mine to repair and correct the name of the work face illegal production.The second is to adopt the"roadway type coal mining"technology,which is banned by the state.The ventilation management is chaotic.A local ventilator is used to supply wind to three vertical eyes at the same time.Third,safety monitoring facilities were not installed on the accident working face,and operation rules and safety technical measures were not prepared.Fourth,the management of gas inspection and blasting was disordered,and the system of"one gun and three inspections"and"three person chain blasting"was not implemented.The personnel did not withdraw to a safe place during the blasting,and the personnel did not work without a license.Fifth,the mine is suspected of concealing,delayed accident,blind organization rescue. 2.Coal and gas outburst accident occurred in longwo coal mine of guizhou zheshang mining group co.,LTD.,xiuwen county,guiyang city,guizhou province. On July 29,2019,a coal and gas outburst occurred in longwo coal mine of guizhou zheshang mining group co.,LTD.,liuguang town,xiuwen county,guiyang city,guizhou province,resulting in four deaths and two injuries.After the accident,the mine conceals the accident,after the masses reported verification.The mine is a private enterprise with the approved production capacity of 150,000 tons per year.It is located in the coal and gas outburst area.The gas grade appraisal result is low gas mine,and there is no risk of coal and gas outburst in the area above the elevation of+977.3 meters. According to the preliminary analysis,the coal mining face in the east mountain was arranged illegally outside the scope of outburst risk appraisal to organize production,and no anti-outburst measures were taken.The coal cutting machine induced coal and gas outburst.The main problems exposed by the accident are:first,illegal arrangement of coal face,and suspected of ultra-deep mining.Production shall be organized in violation of regulations by excluding concealed areas from the above drawings,temporarily sealing the construction,recording two accounts in and out of well inspection bodies,and not carrying identification CARDS of personnel's location inspection in concealed areas.Second,the prevention and control of coal and gas outburst has not been carried out as required.No gas parameters have been measured and no outburst prevention measures have been taken.Third,the working face of the accident did not prepare operating rules,did not install safety monitoring equipment,no pressure wind self-help facilities.Fourth,ventilation management disorder,ventilation facilities are not qualified,east down the mountain coal face insufficient air volume.5.Deliberately concealing the accident,failing to report the accident to the relevant departments after the accident,and transferring the body;When the government departments concerned receive reports from the masses to the mine for verification,they falsely report the accident site and seal the accident area and organize relevant personnel to collude to supply. (3)the July 31 gas explosion occurred in the dashu coal mine of guizhou xinsouthwest mining co.,LTD.,liangyan town,qixingguan district,bijie city,guizhou province. On July 31,2019,a gas explosion occurred in the dashu coal mine of guizhou xinsouthwest mining co.,LTD.,liangyan town,qixingguan district,bijie city,guizhou province,killing seven people and injuring one.The mine is a private enterprise with an approved production capacity of 150,000 tons per year and is a low-gas mine.In 2015,the mine received the reply of merger and reorganization of 450,000 tons per year. According to the preliminary analysis,the 17301 coal working face of this mine was flooded by water gusher in the transportation roadway,and the ventilation system of the working face was blocked.The operators used local ventilation fans to supply wind to the return air roadway,and built up the working face in the return air roadway.Accident revealed the main problems are:one is the illegal operation,the continuous heavy rainfall in the mine 17301 mining face of transport lane yield increases,the mine water disasters prevention and control measures in time,cause working face and roadway flooded parts of the system,and not to drainage,while the use of partial ventilator to return air lane for the wind,and in return air roadway construction tunneling faces up to the mountain,the illegal exploitation of coal.Second,the ventilation and gas management is not in place,the safety monitoring system is not running,and the operators do not carry portable methane alarm device,so they risk working without gas inspection.The third is blind rescue,after the accident,the coal mine enterprise did not timely report to the relevant departments,the mine manager,chief engineer to organize rescue,almost caused secondary accident.Fourth,the mine has been organizing production in the name of 150,000-tonne-per-year production in the name of the mine since it obtained the approval of 450,000-tonne-per-year merger and reorganization in 2015,without actually carrying out the related work of merger and reorganization.Fifth,the superior company of the coal mine is an affiliated shell company,which has not actually controlled the coal mine,and has not conducted effective supervision and management of the coal mine. (4)the"8·2"large impact ground pressure accident of tangshan mining company,kailuan group,hebei province. On August 2,2019,seven people died in the tangshan mining company of kailuan group in hebei province.The mine has an approved production capacity of 4.2 million tons per year and is a high gas and rock burst mine. Preliminary analysis shows that rock burst occurred in the F5010 contact roadway in the coal pillar area of the air shaft of this mine(mining depth is nearly 800 meters),causing roof caving of this roadway and two surrounding roadway,causing serious floor heave and side heave of the roadway,resulting in death.The detailed cause of the accident is awaiting further investigation. The four accidents mentioned above once again reflect that some regions and enterprises cannot stick to the red line and are driven by interests to take risks.The enterprise leaders take risks to organize illegal production,which leads to accidents.It also reflects that coal shock pressure,coal and gas outburst and water damage are still major risks of coal mine safety.
+MORE09 2019-08
Epc casting process is generally a new casting method in which the surface of the processed plastic foam pattern is coated with a certain thickness of fire-resistant coating,and then put into a sand box.Self-hardening resin sand is adopted to make solid shape outside,and pouring is done under negative pressure to vaporize the pattern,and liquid metal occupies the position of the pattern,and the casting is formed after solidification and cooling. Although disappearing mould technology is a relatively advanced environmental protection public welfare,but there will be many problems,mechanical sand is one of them. Mechanical sand performance Mechanical sand is also known as"iron-clad sand",which means that molten iron penetrates into the pores between the sand grains and mechanically sticks the sand grains to the surface of the casting after solidification. 1,between the coating and molding sand parts of the mechanical sand,sand exposed to the surface,most of the slope. 2.A uniform layer of"iron-clad sand"is adhered to the surface of the casting. The cause of mechanical sticking sand There are two reasons for***defects: 1.In order to ensure the uniformity of the casting wall thickness,the sample designer designs a structure that is not easy to grind sand or cannot grind sand,and even presents a very narrow hole cavity in the pattern. 2,the negligence of the model worker. The causes of the second type of defect are also two aspects: 1,the composition of the composition,the type of coating aggregate,fire resistance and mutual ratio,the coating layer thickness requirements and anti-sand effect is very influential; 2,layer thickness,coating thickness is too large,labor cost materials;Coating thickness is too small,high temperature liquid iron will penetrate through the coating sand particle gap,resulting in sticky sand. Mechanical sand prevention The main preventive measures are as follows: (1)strictly review the pattern structure casting engineers in the pattern structure review,must carefully analyze whether the pattern structure is reasonable,for the impact of paint coating and prevent the unreasonable structure of sand compactor to be completely eliminated,in order to facilitate workers to work. (2)to strengthen the monitoring of molding ground-up sand quality with full-time staff to manage the quality of the process,and the implementation of the whole process of ground-up sand quality tracking,supervision and inspection. (3)strict coating preparation and coating quality,especially on the coating layer thickness monitoring,because of material,because of parts,because of time to carry out strict and flexible operations,to ensure that the coating to meet technological requirements. (4)to strengthen the education of quality awareness,timely analyze and summarize the causes of the above-mentioned sand sticking defects of castings,and call relevant responsible persons to conduct on-site analysis of the defects. (5)the incentive mechanism shall be adopted to quantify the severity and quantity of defects,and the relevant responsible person shall be given certain economic penalties.
+MORE10 2019-06
Sand mold casting technology is a casting method of sand as the main molding material to prepare mold,is***traditional casting method.Due to its own characteristics(not subject to the shape,size,complexity and type of alloy***,production cycle is short,low cost),so sand casting is still a wide range of casting methods used in casting production,especially single or small batch casting! Today to introduce the sand mold casting process***basic eight processes:sand distribution,molding,core-making,melting,pouring,cleaning,processing,inspection. A,with sand Molding sand and core sand need to be prepared in the sand distribution stage for molding.Generally,sand mixer is used to stir the old drawing and appropriate amount of clay. Second,the system of touch In the stage of mold making,molds and core boxes are made according to the drawings of spare parts.Generally,wooden molds and mass production can be used for individual pieces to make plastic molds or metal molds(commonly known as iron or steel molds),and mold plates can be made for mass castings.Now the mold is basically using engraving machine so the production cycle is greatly shortened,the mold generally needs 2~10 days. Third,core making Modeling(core making)stage:including modeling(forming the cavity of casting with molding sand),core making(forming the inner shape of casting),mold making(putting the nixin into the mold cavity and closing the upper and lower sand boxes).Molding is the key link in casting. Four,melting Melting stage:according to the required metal into the distribution of chemical composition,select the appropriate melting furnace alloy material,the formation of qualified liquid metal liquid(including qualified composition,qualified temperature).Cupola or electric furnace are commonly used in smelting. Five,pouring Pouring stage:the molten iron from the electric furnace is poured into the finished mold with a molten iron bag.The pouring speed should be paid attention to so that the molten iron can fill the whole cavity.In addition,pouring iron is more dangerous need to pay attention to safety! Sixth,to clean up Cleaning stage:after pouring,after the molten metal has solidified,take a hammer to remove the gate and shake out the sand of the casting,and then use a sandblasting machine for sandblasting,so that the casting surface will appear very clean!On the requirements are not strict casting blank after inspection can be basically out of the factory. Seven,processing Casting processing,for some special requirements of casting or casting can not meet the requirements,may need to be simple processing.Generally,grinding wheel or polishing machine is used to remove burrs and make casting more bright and clean. Eight,inspection Casting inspection,casting inspection is generally in the process of cleaning or processing stage,the unqualified have been found out.However,there are some casting requirements,which need to be checked again.For example,some castings require a 5 cm shaft to be inserted through the center hole.
+MORE30 2019-05

Casting mould The importance of casting is self-evident! Whether the casting mold is good or bad, It is directly related to the success or failure of casting. Therefore,mold defects need special study, Having mastered the secret of mold defects, To effectively prevent the production of defects! Today we will analyze the casting mold Five common defects and their solutions! Defect 1:casting shrinkage The main reasons are casting shrinkage caused by solidification and shrinkage of the alloy and the absorption of a large amount of oxygen and nitrogen in the air when the alloy is dissolved. Solutions: 1)place the gold storage ball. 2)add the diameter of the casting channel or reduce the length of the casting channel. 3)increase the amount of metal. 4)the following methods are adopted to prevent the organization from appearing sag in the direction of casting channel. A.Place cooling channels at the root of the casting channel. B.To prevent the molten metal from hitting the cavity vertically,the casting channel shall be curved. C.Place the casting channel diagonally. Defect 2:casting surface rough and not clean The surface of the cavity is rough and the molten metal has a chemical reaction with the surface of the cavity,which mainly reflects the following conditions. 1)the embedded material particles are coarse and not delicate after stirring. 2)after curing,the embedded material is directly roasted in maofu furnace,with too much moisture. 3)the heating rate of roasting is too fast,resulting in expansion difference at different positions in the cavity,making the inner surface of the cavity flake off. 4)the baking of***over high temperature or roasting time is too long,so that the inner surface of the mold cavity is too dry. 5)the melting temperature of the metal or the roasting temperature of the casting ring is too high,so that the metal reacts with the mold cavity,and the embedded material is burned on the surface of the casting. 6)the roasting of the casting mold is not enough.When the molten metal is cast,the embedded material will decompose,and more gases will occur,resulting in pitting on the surface of the casting. 7)after the molten metal is cast,the local temperature in the mold cavity is too high,resulting in local roughness on the surface of the casting. Solutions: A.don't over melt the metal. B.The roasting temperature of the cast should not be too high. C.The baking temperature of the cast should not be too low(the baking temperature of the phosphate embedded material is 800-900°c). D.Avoid the occurrence of sag in the direction of the tissue facing the casting channel. E.Apply liquid to wax type to prevent burning. Defect 3:the casting is cracked There are two major reasons,one is usually because of the metal solidification too quickly,resulting in casting defects(seams);The other is cracking caused by high temperature. 1)for casting joints caused by too fast solidification of metal,the casting time and solidification time can be controlled to solve the problem.Factors related to casting time:wax shape.Quantity of thickness to cast.Casting pressure(casting machine).The air permeability of the embedded material.Factors related to setting time:wax shape.High roasting temperature of cast ring.Type of embedded material.The type of metal.Casting temperature. 2)cracking caused by high temperature is related to the mechanical properties of metal and embedded materials.The following conditions are prone to cracking:high casting temperature is prone to cracking;High-strength embedding materials are prone to cracking;Nickel and cobalt alloys with small extensibility are prone to cracking. Solutions: Use low strength embedding material;Minimize the casting temperature of the metal;Do not use malleable ones.A brittle alloy. Defect 4:spherical projection defect It is mainly caused by the residual air(bubble)remaining on the waxy surface after mixing of the embedding material. 1)vacuum mixed embedding material,better effect after adopting vacuum embedding. 2)spray surfactant on waxed surface before embedding(e.g.rijin castmate) 3)coating the embedding material on the wax type first. 4)pressure embedding method is adopted to extrude bubbles. 5)pay attention to the direction of the wax mold when embedding,and there should be no depression below the connection between the wax mold and the casting channel. 6)avoid mixing with bubbles when embedding.Cast rings and bases.Buffer paper must be tightly closed;The embedded material should be poured along the inner wall of the casting ring(using a vibrating machine). 7)do not shake after filling the casting ring. Defect 5:flash defect of casting The main reason is that the casting ring cracks,molten metal into the cavity crack. Solutions: 1)change the embedding conditions:use the embedding materials with high intensity.The strength of gypsum embedding materials is lower than that of phosphate embedding materials.Use circle casting whenever possible.When casting without ring,the ring is prone to crack,so it needs to be noted. 2)roasting conditions:do not roast the embedded material directly after curing(it should be roasted several hours later).It should heat up slowly.Cast immediately after roasting,do not repeat baking ring.
+MORE29 2019-05
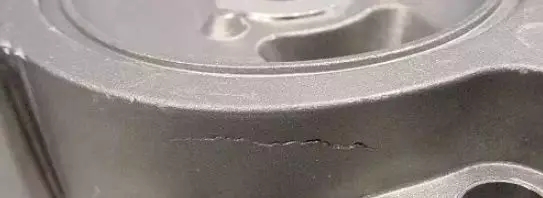
Casting crack is one of the fatal defects of casting. Once a crack appears, Light is laborious repair, heavy is completely scrapped! And to avoid cracks, The key is to understand the causes of the cracks, In this way can fundamentally eliminate! Casting cracks are mainly divided into two types, hot crack and cold crack! cracking Cracking is the shape of crack, winding fracture are try very irregular, and the surface is wide, the in the narrow, belong to hot crack with the mechanism that began after condensation, molten steel into mold cavity when the crystal structure has been formed and began to line contraction, at this time due to the internal steel has not completed the solidified into a solid shrink is blocked, can cause stress in the casting or plastic deformation, when they are more than the material of under the high temperature ultimate strength, the casting crack. Cause of hot crack formation There are many theoretical and practical reasons for the formation of thermal cracks, but the fundamental reasons are the solidification mode of casting and the thermal stress and shrinkage stress of casting during solidification. The causes of hot cracks are reflected in the process and casting structure, including: the casting wall thickness is not uniform, the inner Angle is too small; Too much bifurcation at the lap joint, and the casting frame and floor prevent the casting from normal shrinkage. The casting riser system prevents the normal shrinkage of the casting. If the casting riser is close to the box or between the risers, the sand strength is very high, which results in the free shrinkage of the casting. Too small or too large riser; The shrinkage of alloy wire is too large; The formation elements of the alloy at low melting point exceeded standard, and the content of sulfur and phosphorus in cast steel cast iron was high. Casting unpacking too early, cooling too fast. 1. Improve casting structure Wall thickness to uniform, corner should make a transition corner, reduce stress concentration. The spokes of wheel castings can be bent if necessary. 2. Improve the melting quality of alloy materials The oxidation inclusions and gases in the liquid metal were removed by refining and degassing. Control the content of harmful impurities and adopt reasonable melting process to prevent cold crack. 3. Adopt correct casting process measures The simultaneous solidification of casting is not only helpful to prevent hot crack, but also to prevent cold crack. The position and size of the pouring riser should be set reasonably to make the cooling speed of each part of the casting as uniform as possible and reduce the tendency of cold crack. 4. Aging heat treatment Castings with high casting stress should be heat treated in time to avoid excessive residual stress causing cold cracks. If necessary, after cutting and pouring riser or welding repair, the casting shall undergo an aging heat treatment. Cold crack The cold crack is caused by the local casting stress greater than the ultimate strength of the alloy when the casting is cooled to the elastic state after solidification. Cold crack always occurs at the place where tensile stress is concentrated during cooling. Different from hot cracks, cold cracks often extend to the whole section through the crystal, and their appearance is a straight line or folded line with uniform width. The fracture surface of cold cracks shows a pure metallic luster or a slight oxidation color, and the crack trend is smooth rather than occurring along the grain boundary. This is significantly different from thermal cracking. The inspection of cold crack can be seen by naked eyes, which can be distinguished from hot crack by its macroscopic morphology and microscopic characteristics of transgranular propagation. The main causes of cold crack are as follows: 1. Casting structure The uneven thickness of the casting wall leads to casting stress and sometimes cold crack-like defects. Due to the obstruction of the rigid structure, it is easy to produce thermal stress and cold crack in the casting. 2. Unreasonable design of pouring riser system For the casting with uneven wall thickness, if the inner gate is set at the wall thickness part of the casting, the cooling speed of the thick wall part of the casting will be slower, leading to or aggravating the difference of cooling speed of each part of the casting, increasing the thermal stress of the casting, and promoting the cold crack of the casting. Improper setting of pouring riser directly hinders casting shrinkage and causes casting cold crack. 3. The chemical composition of the alloy material is unqualified The high content of carbon and other alloying elements in steel makes the casting prone to cold cracking. Ductile alloy material is not easy to produce cold crack, brittle alloy material is easy to produce cold crack. 4. Control the unpacking time Premature opening of the casting box, excessive sand falling temperature, collision and extrusion during sand cleaning will lead to casting cracking.
+MORE28 2019-05

The development speed of epc in China is ***, because of its many advantages, many factories are using epc technology. However, because many small and medium-sized private enterprises have not systematically studied the professional knowledge of epc casting, most of the designed casting systems are not perfect, which leads to the inherent defects of casting products, the inability to meet the quality requirements of customers, or the failure to complete orders on time. Casting products of qualified quality can only be produced with reasonable casting position. Here are 7 key points to pay special attention to. No. 1 Machining surface place the working surface, especially the important working surface, face down or vertically. This is the same as in sand casting, because under the action of the static pressure of the metal, the bottom of the casting is easily fed and compacted during solidification. This is especially true for epc casting, because epc is easy to float to the upper surface of the casting when it meets the molten slag generated by the high-temperature metal liquid, and the machining surface can be guaranteed. Ideally, of course, the slag should float up into the riser. No. 2 Large plane Second, the shape of the large plane should be placed vertically or tilted. Production practice shows that the inclusion defects formed by pores, pyrolysis and gasification residues mostly appear on the surface facing up, while the surface facing down or the side elevation is usually relatively bright and clean, and the possibility of defects is small. For the epc, such placement can avoid deformation of large plane when filling sand and avoid simultaneous decomposition and gasification in a large area after epc meets high-temperature metal liquid, which can inhibit the gasification speed, reduce the gap between air gap and metal liquid surface, effectively avoid collapse of box and ensure smooth pouring. No. 3 Open part Third, try to put the open parts (such as Windows, grooves and holes, etc.) on the vanishing mold upward, so as to facilitate sand filling and modeling and ensure compactness. In order to ensure the casting profile and clear edges, the designed straight runner should have the necessary filling pressure head, which is 160 ~ 210mm higher than the upper level of the casting, and has enough rising speed to avoid the defects of the casting, such as wrinkle, cold insulation and slag scar. No. 4 At the bottom of the Fourth, epc usually adopt bottom note type (including side lower part, rain drench type, etc.) pouring system, due to the airtight mold, pouring shape, by the high temperature pyrolysis product of liquid metal and gas gap mainly from sand and gaps between mold and casting out, vertical or inclined to gas and impurities was laid out, avoid sand inclusion scar flaw. In addition, it is necessary to facilitate the opening of exhaust unimpeded, slag removal and pouring riser system. No. 5 Sand box inside Fifth, we should consider the placement of the shape in the sand box, the shape in the sand box position should be conducive to dry sand filling, as far as possible to avoid horizontal or downward non-porous, to ensure that molding sand easy to fill and compact. Prevent molding sand filling or vibration is not tight produce dead Angle, avoid pouring after the formation of swelling sand or nodule defects. The designed pouring system should be reasonable flow direction of metal liquid, short flow, few curves, small resistance, to ensure that the set pouring time can be fully filled with the cavity. In order to have a good slag resistance, slag collection bag and filter net can be considered. This control can only be achieved through field test and verification. The pouring position should be favorable to the arrangement of multi-layer casting shells, and it is convenient to support in real time when filling dry sand, so as to prevent deformation in some parts where it is difficult to reinforce. No. 6The amount of liquid metal Sixth, the design of the pouring system to smooth the flow of metal liquid, avoid serious turbulence, involved in gas, and high temperature metal liquid excessive oxidation. The linear velocity should not be too high when the liquid metal liquid enters the casting mold. Keep 2/3 of the spout cup filled with liquid metal. No. 7 Principle of alloy solidification Seventh, the principle of alloy solidification must be followed. For epc gray cast iron, usually as far as possible, based on the principles of "sequential solidification" to consider, in addition to wall thickness uniformity of the casting, based on the principles of solidification at the same time to consider, the identified within the sprue position, direction and the number should be in accordance with the principle of "order" of the casting solidification, the thick parts adopt to speed up the cooling, can make its solidification at the same time, try to make rapid and smooth filling, effective feeding. The principle of vanishing mold solidification is to make the cross-section area of the pattern increase gradually from bottom to top, which is beneficial to exhaust and scum, to feed, to eliminate the defects of porosity and shrinkage, and to obtain the excellent casting with dense structure.
+MORE24 2019-05

Epc technology is a method of casting metal parts with the same shape and shape, which is made of foam plastic into a solid mold with the same structure and size as the parts. It is dipped in refractory coating, dried, sand shaped, vibrated and compacting, and then poured into metal liquid to vaporize and disappear when the shape is heated. There are mainly six kinds of epc technologies: 1. Pressure epc Pressure is epc epc technology combined with pressure solidification technology of casting technology, it is in the pressure filling with sand box, pouring liquid metal to make foam gasification disappeared, rapid filling and sealing pressure, and access to a certain pressure of gas, make the liquid metal solidification under pressure molding casting method. The characteristics of this casting technology are that it can significantly reduce the casting defects such as shrinkage cavity, shrinkage porosity and porosity, improve casting density and improve casting mechanical properties. 2. Vacuum low pressure epc Vacuum low pressure epc technology is a new technology which combines negative pressure epc with low pressure reverse gravity pouring. The characteristics of vacuum and low-pressure epc technology are as follows: it integrates the technical advantages of low-pressure and vacuum epc, completes the mold filling process under controllable air pressure, and greatly improves the mold filling capacity of the alloy. Compared with die casting, the equipment investment is small, the casting cost is low, and the casting can be strengthened by heat treatment. Compared with sand casting, the casting has high precision, low surface roughness, high productivity and good performance. Under the action of anti-gravity, the direct gate becomes the filling and shortening channel, the casting temperature loss is small, liquid alloy is fed and solidified under controllable pressure, and the casting system of alloy casting is simple and effective, with high yield and compact structure. Vacuum low pressure epc casting with low pouring temperature is suitable for many kinds of non-ferrous alloys. 3. vibro-epc Vibration of epc technology is applied in the epc process a certain frequency and amplitude of vibration, the casting under the effect of vibration field of solidification, the lost foam casting solidification process of molten metal in the imposed vibration time, vibration make the liquid phase and solid phase produces relative motion, and make the dendrite broken, increasing liquid crystal core, * * * all castings solidification organization refinement, feeding, mechanics performance improvements. This technology makes use of the ready-made compact vibration table in epc, and makes the metal liquid produce nucleation under the dynamic excitation through the mechanical vibration generated by the vibration motor, so as to achieve the purpose of refining the structure, which is a simple method with low cost and no environmental pollution. 4. Semisolid epc casting Semi-solid epc technology is a new casting technology which combines epc technology with semi-solid technology. Because the characteristic of this technology is to control the relative proportion of liquid and solid phase, it is also called transformation control semi-solid forming. This technique can improve casting density, reduce segregation, improve dimensional accuracy and casting properties. 5. Lost form shell casting Epc shell casting technology is a new method of investment casting and epc casting. This method it is made of foaming mould and parts shape of foam plastic shape surface coated with several layers of refractory material, wait for after its hardened and dry, will be one of the bubble shape type combustion gasification disappear, made of a plastic shell, the roasting, then pouring, and high dimensional precision casting method of a new type of precision casting. It has the characteristics of large pattern size and high precision in epc, as well as the advantages of shell precision and strength in investment precision casting. Compared with ordinary investment casting, it is characterized by the low cost of foamed plastics, convenient combination of appearance and adhesion, easy vaporization and disappearance, which overcomes the problem of deformation of investment casting caused by easy softening of investment casting materials, and can produce various alloy complex castings of larger sizes. 6. Lost form suspended casting The technology of epc suspension casting is a new practical casting technology which combines epc process and suspension casting. The technical process is that after the metal liquid is poured into the casting mold, the foamed plastic appearance is vaporized, and the suspension agent mixed in the riser model (or the suspension agent is placed in a specific position of the appearance, or the suspension agent is made into the foamed appearance with EPS) has physical and chemical reaction with the metal liquid, so as to improve the whole (or part) microstructure and performance of the casting. The characteristics of epc technology, such as low cost, high precision, flexible design, clean and environmental protection, and suitable for complex castings, are in line with the general trend of casting technology development in the new century.
+MORE23 2019-05