
Fatal casting defect - crack - how to avoid?
Release time: 2019-05-28 Source:Luoyang Shun Xiang Machinery Co., Ltd. Visits: 940
Casting crack is one of the fatal defects of casting.
Once a crack appears,
Light is laborious repair, heavy is completely scrapped!
And to avoid cracks,
The key is to understand the causes of the cracks,
In this way can fundamentally eliminate!
Casting cracks are mainly divided into two types, hot crack and cold crack!
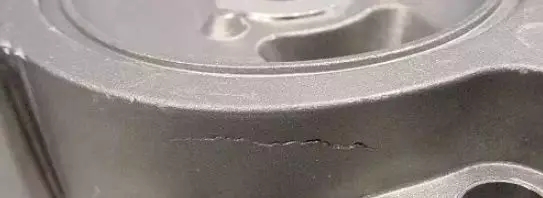
cracking
Cracking is the shape of crack, winding fracture are try very irregular, and the surface is wide, the in the narrow, belong to hot crack with the mechanism that began after condensation, molten steel into mold cavity when the crystal structure has been formed and began to line contraction, at this time due to the internal steel has not completed the solidified into a solid shrink is blocked, can cause stress in the casting or plastic deformation, when they are more than the material of under the high temperature ultimate strength, the casting crack.
Cause of hot crack formation

There are many theoretical and practical reasons for the formation of thermal cracks, but the fundamental reasons are the solidification mode of casting and the thermal stress and shrinkage stress of casting during solidification.
The causes of hot cracks are reflected in the process and casting structure, including: the casting wall thickness is not uniform, the inner Angle is too small; Too much bifurcation at the lap joint, and the casting frame and floor prevent the casting from normal shrinkage. The casting riser system prevents the normal shrinkage of the casting. If the casting riser is close to the box or between the risers, the sand strength is very high, which results in the free shrinkage of the casting. Too small or too large riser; The shrinkage of alloy wire is too large; The formation elements of the alloy at low melting point exceeded standard, and the content of sulfur and phosphorus in cast steel cast iron was high. Casting unpacking too early, cooling too fast.

1. Improve casting structure
Wall thickness to uniform, corner should make a transition corner, reduce stress concentration. The spokes of wheel castings can be bent if necessary.
2. Improve the melting quality of alloy materials
The oxidation inclusions and gases in the liquid metal were removed by refining and degassing. Control the content of harmful impurities and adopt reasonable melting process to prevent cold crack.
3. Adopt correct casting process measures
The simultaneous solidification of casting is not only helpful to prevent hot crack, but also to prevent cold crack. The position and size of the pouring riser should be set reasonably to make the cooling speed of each part of the casting as uniform as possible and reduce the tendency of cold crack.
4. Aging heat treatment
Castings with high casting stress should be heat treated in time to avoid excessive residual stress causing cold cracks. If necessary, after cutting and pouring riser or welding repair, the casting shall undergo an aging heat treatment.
Cold crack

The cold crack is caused by the local casting stress greater than the ultimate strength of the alloy when the casting is cooled to the elastic state after solidification. Cold crack always occurs at the place where tensile stress is concentrated during cooling. Different from hot cracks, cold cracks often extend to the whole section through the crystal, and their appearance is a straight line or folded line with uniform width. The fracture surface of cold cracks shows a pure metallic luster or a slight oxidation color, and the crack trend is smooth rather than occurring along the grain boundary. This is significantly different from thermal cracking. The inspection of cold crack can be seen by naked eyes, which can be distinguished from hot crack by its macroscopic morphology and microscopic characteristics of transgranular propagation.
The main causes of cold crack are as follows:
1. Casting structure
The uneven thickness of the casting wall leads to casting stress and sometimes cold crack-like defects. Due to the obstruction of the rigid structure, it is easy to produce thermal stress and cold crack in the casting.
2. Unreasonable design of pouring riser system
For the casting with uneven wall thickness, if the inner gate is set at the wall thickness part of the casting, the cooling speed of the thick wall part of the casting will be slower, leading to or aggravating the difference of cooling speed of each part of the casting, increasing the thermal stress of the casting, and promoting the cold crack of the casting. Improper setting of pouring riser directly hinders casting shrinkage and causes casting cold crack.
3. The chemical composition of the alloy material is unqualified
The high content of carbon and other alloying elements in steel makes the casting prone to cold cracking. Ductile alloy material is not easy to produce cold crack, brittle alloy material is easy to produce cold crack.
4. Control the unpacking time
Premature opening of the casting box, excessive sand falling temperature, collision and extrusion during sand cleaning will lead to casting cracking.